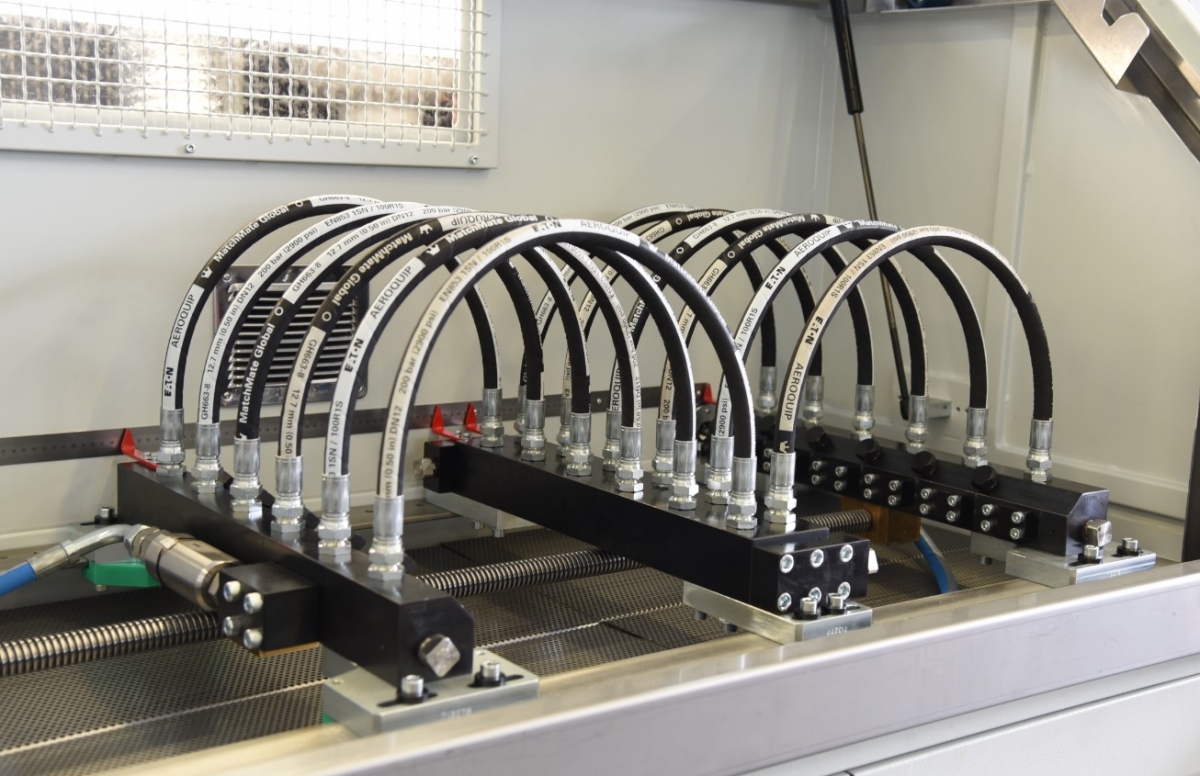
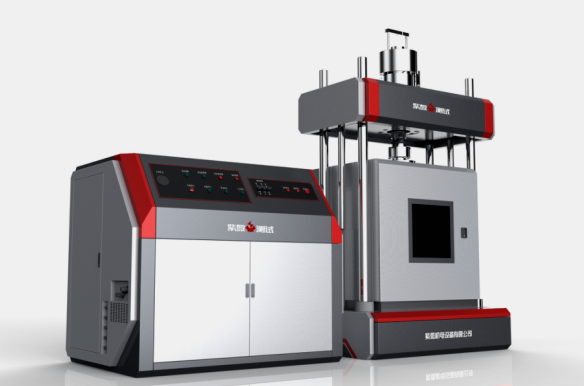
1.对U形管进行内部加压成型.
2.将工件放入(不含放入时间)模具-转台旋转(3s)-上压+锁模(2~3s)-水针顶紧+注射(1s)-内高压成型(2s)-泄压+水针顶紧缸回缩(2s)-压紧缸缩回(2s)-取出工件(不含取出操作时间)。总体节拍大概时间为14秒.
3.内成型最高注射压力:250Mpa
产品视频

























 资料下载
资料下载
.jpg")







